- ナノの技術力
- 匠の技・ナノの技術力
匠の技・ナノの技術力
ナノ=技術力 当社は、本質にこだわったものづくりを追求しております。
素材を扱う上で、熱や応力によるひずみを重視し、
加工後の経年変化でも誤差や変形を抑える熱処理技術や機械で出来ない加工はもちろん、
機械仕上げの際も更に職人の手で最終仕上げを行い、 機械による加工を過信せず、
人による検査で良品をチェックして組立時の誤差が限りなく0になるように組み立てる技術力があります。
弊社では匠による賃加工も承っております。
旋盤加工
旋盤加工は、部品材料を回転させ、それに刃物(バイト)を当てることで加工します。刃物の当て方や送り方を変えることで、材料をさまざまな形状に加工でき、溝入れ、穴あけ、ねじ切り(内外)などの加工もできます。
ステンレスやタンタル、コバルト、ニッケルなど、機械加工しにくい(被削性の悪い)材料は、精密加工が難しく、旋盤を使った精密加工ではとても難易度が高い材料です。これら被削性の悪い材料に精密加工を施すには、知識や経験、技術はもちろん、素材の特性や形状にあわせた工具が必要になります。
当社旋盤加工の匠・加藤は、旋盤加工歴50年。旋盤加工に長年従事してきたからこそわかる材料の特性をはじめ、どのような形状でもそのつど最善の加工方法を編み出してきました。 また、被削性の悪い材料にも対応できる独自の刃物を多数作成し、お客さまのご要望に応じた製品をご提供しています。

フライス加工
フライス加工は、固定した部品材料に、複数の刃物がついたフライスを回転させて切削します。平面削りや溝削りのほか、面取りや肩削りなど、さまざまな加工方法に対応できます。
部品加工において、加工図に記載されているデータを入力しただけでは、完成品に求められる精度をクリアすることはほぼ困難です。そのことは逆に、完成図のみでも加工が可能ということを意味します。旋盤加工同様、知識や経験、技術はもちろん、素材の特性や形状にあわせた工具が必要です。
当社フライス加工の匠・橿渕(かしぶち)は、フライス加工歴50年。材料の特性やフライス盤の癖を熟知し、歪みを取りながら製品に加工していきます。また、作業場内の気温や湿度、フライス盤自体の温度などによる影響を考慮。フライス盤の目盛だけではなく、指先の感覚を頼りにした絶妙なフライス盤さばきで、ミクロン単位の精度を出します。
研磨加工
研磨加工は、部品材料を固定させ、回転する砥石を当てることで金属を削り、磨き上げます。外径研磨、内径研磨、平面研磨、円筒研削など、さまざまな研磨に対応します。
研磨加工においてもっとも難しいのは、長く薄い材料の加工です。材料を固定するマグネットにより、どうしても一定方向に反りが発生します。形状や材料の特性にあわせて、反りを防ぎながら精度を出すには、経験に基づく無数の加工手順をそのつど選び、応用します。
当社研磨加工の匠・山岸は、20年間にわたり、これらのノウハウを積み重ねてきました。材料の特性や形状をかけあわせると、作業手順パターンは無数にありますが、瞬時に最適な作業手順を判断し進めることができます。また、ミクロン単位で精度を出すため、自作した平面・直角を出す測定器具での厳しいチェックを怠りません。

仕上げ加工・組み立て
仕上げ加工は、日本の伝統技法「きさげ」やラッピングによる、0.1ミクロン単位の技術を必要とします。組み立てはすべて手作業。オートコリメーターなどで精密に測定し、平面や直角を出すためラップ板などで微調整をしながら組み立てます。

きさげとは、光明丹を塗った平面と対称面をあわせることでわかる凸部分(赤当たり)を、柄の先に刃物をつけたきさげで削る技術。0.1ミクロン単位で精度を出せ、刃物と対称面の当たりを細くすれば0.01ミクロン単位の作業も可能です。
最終的な製品を完成させる組み立ては、匠の経験や技術もさることながら、平面や直角などの精度を測るオートコリメーターの精度や測定環境、測定手順も重要な要素です。微調整は、主にラップ板を使用し、部品を組み立ててから発生する微妙なズレを最終的に調整します。
当社の組み立ての匠・眞保は、この道30年。オートコリメーターによる厳正な値を頼りに、機械にはできない正確な手作業が信条です。試運転ではお客さま立会いのもと、ご納得いただけるまで微調整を繰り返します。

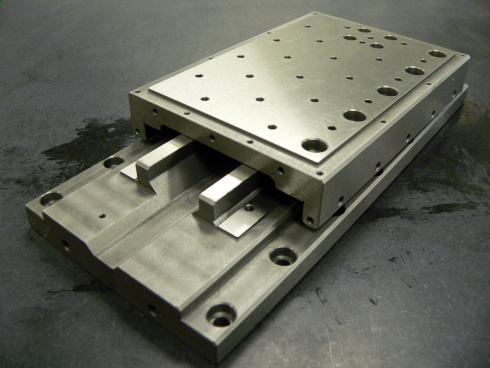
加工例